立世为学 自强不息
欢迎来到思为客大学堂
注射模具系统
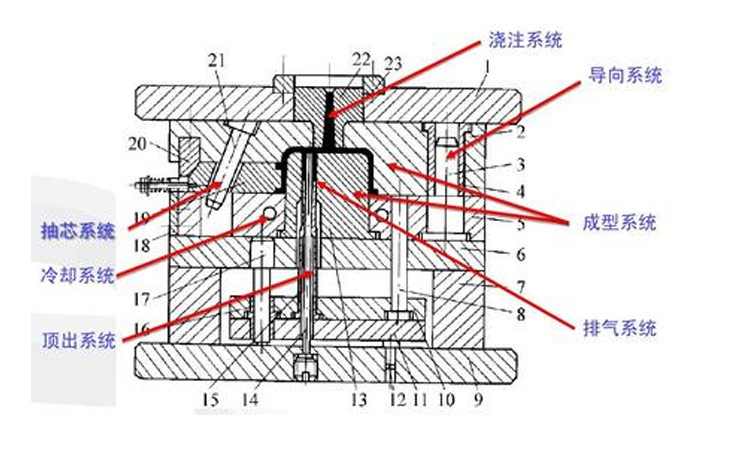
- 成型零部件:指直接与产品接触的模具零件,通常由型芯、凹模、镶件等组成,合模时构成型腔,填充塑料熔体,它决定塑件的形状和尺寸。
- 浇注系统:浇注系统是熔融塑料从注塑机喷嘴进入模具型腔所流经的通道,它由主流道、分流道、浇口和冷料井组成。

- 主流道:塑料从成型机最开始进入到模具流经的地方。
- 分流道:塑料分别向不同型腔流动所经过的地方。
- 浇口:塑料在流到型腔前最后流经的地方。
- 冷料井:塑料在流经主流道、分流道时会和模具传热凝固,在进入型腔前将凝固料存储的地方。
- 排气系统:在注射成型过程中,为了将型腔内的空气排出,常常需要开设排气系统,通常是在分型面上有目的的开设若干条沟槽,或利用模具的推杆或型芯与模板
之间的配合间隙进行排气。常见的排气方式有:
- 排气槽是为使模具型腔中的气体排出而在模具上开设的通气槽和通气孔。
- 在型腔中,塑料流动的末端,产品实心柱的端部镶件和加强筋和锁定柱的底部以及复杂型腔的角落都是最容易困气的地方,这些地方的排气主要靠镶件之间接触面上的排气槽。
- 分型面上的排气槽容易清理,不易堵塞,排气效果好,是气体主要排出的地方。
- 抽真空排气模具制作成本高,需要增加抽真空设备。
- 当模具困气严重时可以在顶针上做排气槽。
- 透气钢是种特别烧制的有气孔的钢材,它是用球状颗粒合金烧结而成的多孔材料,孔径在7~10μm。强度较差,但质地疏松,允许气体通过,在注射模具的适当
位置镶上透气钢,由气体所形成的注射问题可以得到解决,得到更好的产品。
透气钢使用的局限性包括:- 型腔压力过大会容易导致其变形
- 透气钢的热传导率低,不能使其过热,否则易产生分解物堵塞气孔
- 透气钢要定期用超声波清洁,后期维护成本较高
- 侧向分型抽芯机构:当塑件在侧向有凹凸形状的孔或凸台时,就需要侧向的凸模或型芯来成型。在开模推出塑件之前,必须先将侧向凸模或型芯
从塑件上脱出,塑件才能顺利脱模。使侧向凸模或型芯移动的机构称为侧向抽芯机构。

- 温度调节系统:为了满足注射工艺对模具的温度要求,必须对模具温变进行控制,所以模具一般都设有冷却系统,有时会根据需要在模具内部或
四周安装加热元件。冷却系统的形式一般表现为在模具上开设冷却水道。
温度调节系统对注塑的影响有:
- 产品品质
- 表面光洁度
- 残余应力
- 结晶度
- 热弯曲
-
生产成本
- 顶出温度
- 循环时间
铍铜材质镶件:由于铍铜具有热导率大、硬度高的特性,所以经常被用作模具中冷却材料。在某些细小的产品或局部空间狭小的地方,水路很难布局到里面,或者水路距离 胶位面较远,我们可以在此处的模具材料用铍铜。
良好的模具温控的好处有:
- 复制模腔表面(雾面时没有亮光,改善熔合线)
- 良好工艺稳定性
- 高质量水平
- 材料的微结构,特别是甲醛
- 更好的强度,冲击等
- 较低的后收缩
- 低翘曲
- 产品品质
- 脱模机构:用于开模时将塑件从模具中脱出的装置,又称顶出机构。其结构形式很多,常见的有顶杆脱模机构、推板脱模机构 和推管脱模机构等。
- 导向机构:导向机构分为动模与定模之间的导向机构和顶出机构的导向机构两类。前者是保证动模和定模在合模时准确贴合,以保证塑件形状和尺寸的精确度; 后者是顶出导向设置,避免顶出板不平衡。
- 其他零部件:如用来固定、支撑成型零部件或起定位和限位作用的零部件等。



